
Hög mekanisk prestanda, värmebeständighet och kompressionsmotstånd, anpassningsbar F-grade guld Teflon självhäftande spole, ny energi för solcellsutrustning

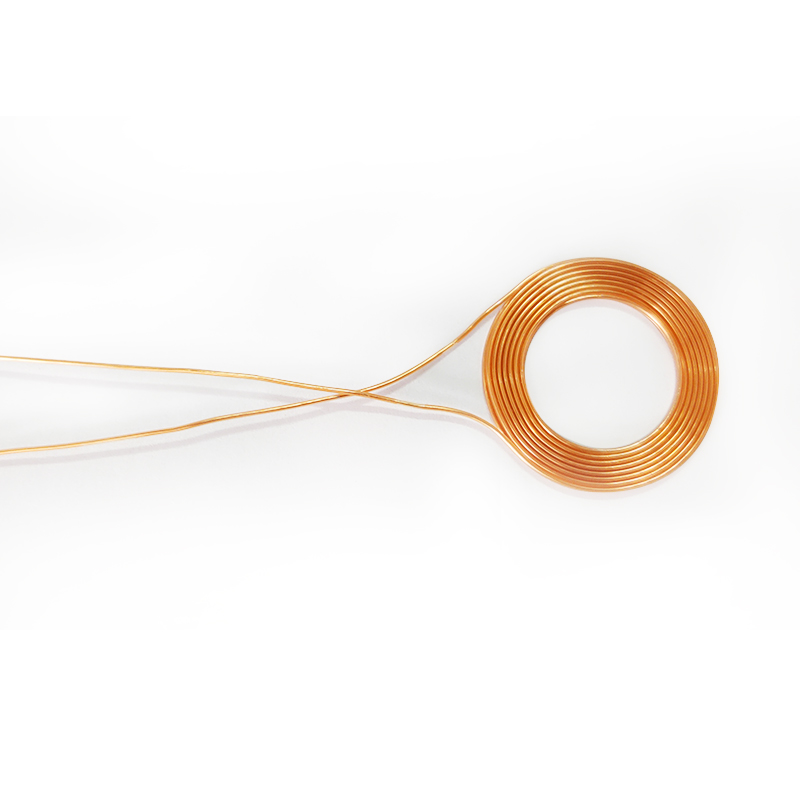

F-grade gyllene Teflon självhäftande spole
Produktnamn:F-grade gyllene Teflon självhäftande spole
Teflonisolerad tråd hänvisar till en isolerad tråd tillverkad av fluoroplast (ETFE) som isoleringsmaterial. På grund av dess icke-vidhäftning, värmebeständighet, glidmotstånd, fuktbeständighet, slitstyrka, korrosionsbeständighet och andra egenskaper. Så jämfört med andra högtemperaturtrådar har teflon-tråd utmärkt termisk stabilitet och mekanisk slitstyrka, elektrisk isoleringsförmåga, motståndskraft mot starka syror och alkalier, korrosion, brandbeständighet och icke förbränning, högt syreindex, låg rök och halogenfri, icke åldrande, lätt att skala tråd, hög hållfasthet och friktionsmotstånd. Det finns en viss skillnad mellan temperaturmotståndet hos teflontråd och materialet i det yttre förpackningsmaterialet. Bland dem är egenskaperna hos ETFE god bearbetningsformbarhet, balanserade fysikaliska egenskaper, god mekanisk seghet och utmärkt strålningsbeständighet. Detta material har korrosionsbeständighetens egenskaper hos polytetrafluoreten, vilket övervinner icke-vidhäftningen och sexuella defekter av polytetrafluoreten till metaller. Dessutom är dess genomsnittliga linjära expansionskoefficient nära den för kolstål, vilket gör ETFE (F-40) till ett idealiskt kompositmaterial med metaller
Dess prestanda har utmärkt korrosionsbeständighet, nästan olöslig i alla organiskt lösningsmedel, och kan motstå olja, starka syror, starka alkalier, starka oxidanter, etc; Har utmärkt elektrisk isoleringsprestanda, hög spänning, låg högfrekvent förlust, ingen fuktabsorption och hög isoleringsmotstånd; Den har utmärkt flambeständighet, åldringsbeständighet och lång livslängd.
Styrning av spolformen:
Använd först en inåtriktad extruderingsmetod för att pressa kanterna på den fyrkantiga spolen inåt, för att säkerställa att tjockleken på spolen är konsekvent. Men problemet med detta är att om tråden extruderas efter att ha lindats, om arrangemanget inte är snyggt, kommer det att orsaka skada på tråden och leda till produktion av defekta produkter. Om metoden för att klämma en gång efter lindning av ett lager används, kommer maskinens struktur att bli mer komplex och kostnaden blir högre. Mindre kompatibilitet.
För det andra, genom att använda en utåtriktad extruderingsmetod, har den lindade cirkulära eller elliptiska spolen hög precision i trådarrangemang och konsekvent tjocklek i alla positioner. Genom att pressa den cirkulära eller elliptiska spolen från den inre cirkeln till utsidan genom en form, har den producerade fyrkantiga spolen konsekvent tjocklek och konduktivitet i alla positioner. Nackdelen med denna metod är att den inte kan klämma ihop spolar med för många lager eller för stor tjocklek.
Därför, vid lindning av spolen, måste kontrollen av formen vara exakt, oavsett om den är vinkel eller form, eller så kommer trådens prestanda att påverkas. Dessutom, i själva produktionen och bearbetningsprocessen, kan felaktig drift i senare produktion och bearbetning orsaka skada på isoleringsskiktet, vilket utgör en betydande kvalitetsrisk för spolens prestanda. Så under produktionsprocessen bör operationerna utföras strikt i enlighet med produktionskraven. Inställningen av temperatur och spänning bör vara centrerad på produktkvalitet och kan inte vara blint snabb.



2-300x300.jpg)


